Abstract
This present investigation details the determination of optimum machining conditions for turning of PH stainless steel by grey fuzzy approach which is a fast and effective optimization technique having combinatorial advantages of both grey system and fuzzy logic approach. Taguchi’s design of experiment method is employed for designing and an L27 orthogonal array is selected for performing the experiments. The cutting speed, feed rate and depth of cut are considered as input variables. The surface roughness and power consumption are deemed as performance characteristics. Taguchi based grey system approach and grey-fuzzy grade are used to evaluate the relationship between input variables and performance measures. To convert the multi-quality characteristics into a single performance index, the fuzzy inference system is used. It is proved from the investigation that the proposed method of optimization technique improves the multi performance characteristics effectively.
1. Introduction
15-5 is a precipitation hardenable stainless steel exhibits good combination of high strength and hardness, with excellent corrosion resistance and weldability and has the property of high resistance to crack propagation, good transverse properties and good resistance to stress-corrosion cracking.
This material is extensively used in many applications to withstand high pressure and corrosive environment. Machining can be done on 15-5PH stainless steel alloy at any obtainable condition due to its ductile property. Compared with the other PH steels, 15-5PH provides dimensional stability and better polishability [1, 2].
The importance of predicting surface integrity of 15-5 Precipitated hardening stainless steel was reported which makes more attention in nuclear applications [3]. Ashok kumar et al. [4] reported that15-5 PH steel is predominant than 17–4 PH stainless steel. In the solution treated condition this material can be machined at the rate similar to SS 304, and these machining rates fit well for about 60 percentage with H900 condition. Ross [5] focused and used Taguchi method to optimize the process parameters in achieving high quality products. Optimization using Taguchi method is concerned with single performance characteristic [6]. Optimising multiple response characteristics is more difficult compared with single performance characteristics [7, 8]. Carmita Camposeco-Negrete [9] made an attempt to optimize turning parameters while machining AISI 6061 T6 under rough condition to minimise energy consumption. The influencing factor was determined using orthogonal array, signal to noise (S/N) ratio and analysis of variance (ANOVA).
5. Conclusions
• In this study, fuzzy model has been developed to optimize Power consumption and Surface Roughness in CNC machining process of PH stainless steel.
• The input parameters chosen are spindle speed, feed rate, depth of cut and the output responses considered are power consumption and surface roughness.
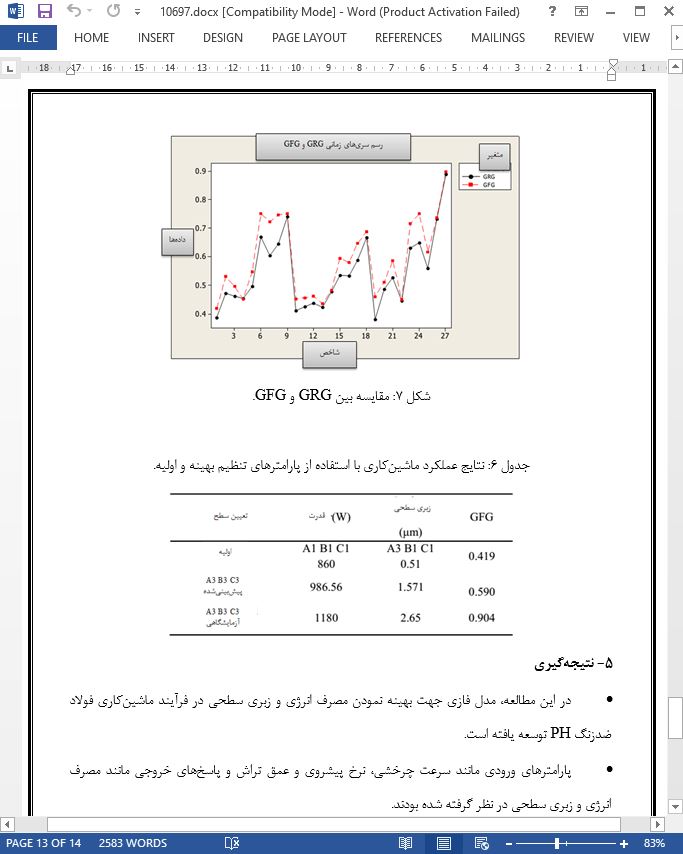
• While comparing the results of grey fuzzy-reasoning grade and grey relational grade, it is observed that there is an improvement in the values and thus the fuzziness is reduced.
• Using grey fuzzy technique the optimal parameter of input is speed 220 m/min, feed 0.2 mm/rev and depth of cut is 0.9mm.
• An increase in the value of predicted weighted GRG from 0.419 to 0.904 confirms the improvement in the turning operation using optimal values of process parameters.
• From the results of confirmation test, the multiple performance characteristics which include power consumption and surface roughness have great improvement by using this algorithm in this study