Abstract
The aim of this study was to observe the effect of ultrasound and sonication on whey proteins in order to improve their functional properties. Effect of ultrasound treatment on physicochemical and functional properties was examined by pH, conductivity and solubility measurements and foaming properties. In this work, low-intensity ultrasound (500 kHz) and the high-intensity ultrasound (20 kHz probe and 40 kHz bath) were used. 10 wt.% protein model suspensions of whey protein isolate (WPI); whey protein concentrate (WPC-60); and whey protein hydrolysate (HWP) were treated with ultrasound probe (20 kHz for 15 and 30 min) and ultrasound baths (40 kHz and 500 kHz for 15 and 30 min). pH did not change significantly upon ultrasound treatments. Ultrasound affected functional properties (using 20 kHz probe) of whey proteins like solubility and foaming ability by sample exposure at high temperatures caused by sonication. Using ultrasound of 40 kHz frequency had less effect on protein properties and better results were obtained with 15 min treatment than with 30 min treatment. Ultrasound treatment with 500 kHz bath did not had effect on foaming properties of whey protein model solutions. Conductivity decreased for ultrasound treatments with 40 kHz and 500 kHz bath for all samples. Temperature of protein model solutions increased after all ultrasound treatments.
1. Introduction
Ultrasonic is a rapidly growing field of research and development for the food industry, which can mainly be classified into two fields: high frequency low energy diagnostic ultrasound in the MHz range, and low frequency high-energy power ultrasound. The high frequency ultrasound is usually used as an analytical technique for quality assurance, process control and non-destructive inspection, which has been applied to determine food properties, to measure flow rate, to inspect food packages, etc. (Floros and Liang, 1994; McClements, 1995; Mason et al., 1996; Mason, 1990). Application of the low frequency highenergy power ultrasound in the food industry is relatively new and has not yet been explored until recent years. Various areas have been identified with great potential for future development, e.g. crystallisation, drying, degassing, extraction, filtration, homogenization, meat tenderization, oxidation, sterilization, etc. (Floros and Liang, 1994; Gennaro et al., 1999; Mason, 1998, 1990; McClements, 1995). Ultrasound is also used in the emulsification and dispersing as well as to improve chemical reactions and surface chemistry (sonochemistry) or to influence crystallization processes (Knorr et al., 2002).
4. Conclusions
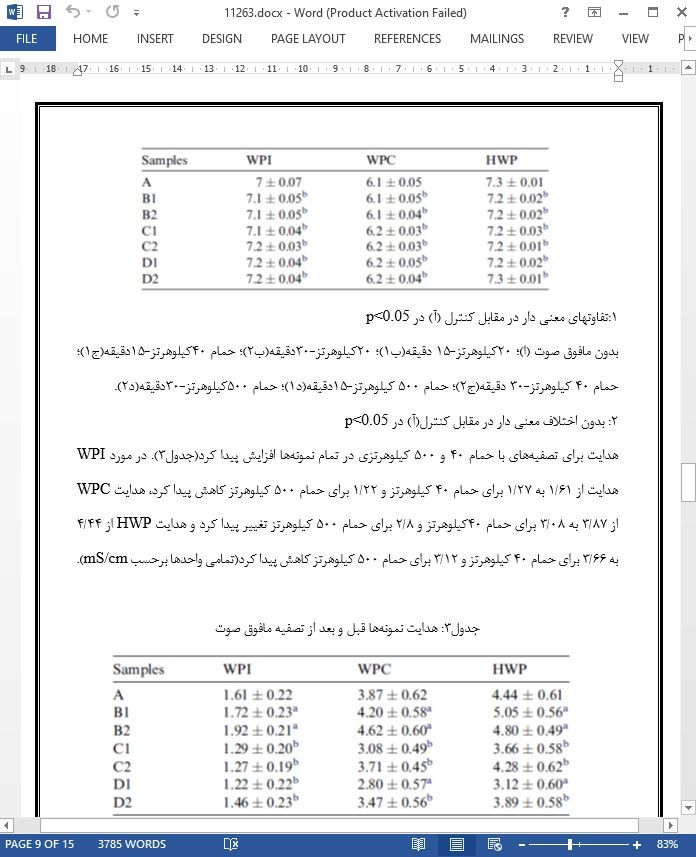
Results of using ultrasound in this work showed that ultrasound with high power (20 kHz) probe has major effect in changing whey protein’s functional properties like solubility and foam ability by changing surrounding media of whey proteins like temperature and conductivity. Ultrasound of 40 kHz frequency had less effect on whey protein than 20 kHz probe. Major impact had treatment with 40 kHz bath for 15 min. It affected and decreased conductivity of protein sample, increased solubility and foaming ability of protein. Ultrasound of 500 kHz did not impact functional properties of whey protein like foaming ability, but it affected solubility and conductivity. Values of pH did not change significantly (p > 0.05) upon ultrasound treatment with probe and baths. Results of this work are showing several advantages and/or disadvantages of using sonication of proteins in food processing. One can observe that using ultrasound in food processing can lead to several advantages like increased protein solubility, foaming ability etc. Disadvantages may arise when using ultrasound without testing right power for treatment time that may lead to destructive effect of ultrasound like protein denaturation.